
Научная электронная библиотека
Монографии, изданные в издательстве Российской Академии Естествознания
Баубеков С. Д., Таукебаева К. С.,
4.3.2. Проектирование ФТОУ-2.2
Автоматизированная машина 224 кл. [49]
В настоящее время технологический процесс сборки заготовок изделия ЛП‚ в том числе сборка обуви ниточным методом‚ осуществляется на машинах общего назначения. Эти швейные операции являются не только трудоемкими‚ но и монотонными. Данное обстоятельство отрицательно сказывается на качестве их выполнения‚ так как последнее зависит в основном от квалификации и физического состояния швеи- оператора. Кроме того‚ сложность выполнения краевых строчек ограничивает возможность их применения‚ что ухудшает внешний вид и ценность изделия.
Таким образом‚ автоматизация технологического процесса сборки изделия легкой промышленности при современной тенденции перехода на мелкосерийное производство с частой смены моделей‚ видов изделия‚ необходимой для удовлетворения спроса населения и конкурентоспособности их‚ имеет первостепенное значение.
Автоматизированная машина 224 кл., рис. 4.13, предназначена для автоматического ориентирования и перемещения сшиваемых деталей относительно иглы швейной машины. Функция оператора при работе на таких машинах сводится лишь к установке деталей под рабочие органы и пуск машины‚ процесс же ориентирования и перемещения сшиваемых деталей происходит без участия рук и активного контроля оператора.
Перспективность создания таких устройств обусловлена конструктивной простотой‚ дешевизной в изготовлении‚ удобством в обслуживании использованием стандартных швейных головок. Модернизированные швейные машины обладают существенной технологической гибкостью.
Отличительными признаками этих машин являются:
- механизм транспортирования имеет дополнительную рейку гибко связанную с валом горизонтального отклонения рейки; ограничительный упор установлен в определенном месте;
- механизм дополнительной рейки имеет средство регулировки ее положения;
- гибкий механизм имеет средство регулировки его натяжения;
- реконструкция механизма выполняется без ущерба конструкциии при необходимости можно демонтировать дополнительный реечный механизм и машина вновь становится прежней – машиной общего назначения;
- при изменении размеров кривизны контуров нет необходимости дополнительной настройки, регулировки, замены деталей, механизм обладает достаточной технологической гибкостью.
На рис. 3.31, (см. главу 3, раздел 3.7.1 Б) показан процесс выполнения сборки.
В процессе участвуют две рейки. После выхода иглы из материала основная рейка (т. В) перемещается на величину длины стежка, а дополнительная рейка (т. С) перемещается до тех пор, пока край детали (деталей) не соприкасается с упорами (А1, А2). В случае (см. рис. 3.25, а), если контур «выпуклый» (кривизной (+d)), дополнительная рейка опережает основную (Vc > Vb). В случае (см. рис. 3.26, б), если контур «вогнутый» (кривизной (–d)), дополнительная рейка отстает от основной рейки (Vc < Vb). Но в обоих случаях поворот деталей осуществляется до соприкосновения края деталей с упорами. Далее, за счет гибкого звена разница скоростей перемещения восстанавливается или изменяется в обратную сторону, тем самой обеспечивая постоянный контакт края деталей с упорами.
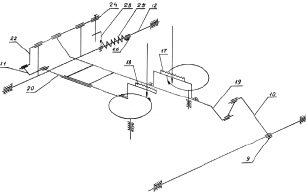
Рис. 4.13. Кинематическая схема механизма ориентирования ФТОУ-2.2
Приведенные обстоятельства позволяют обеспечить выполнение эквидистантной строчки относительно контура деталей, что позволяет повысить скорость обработки и качества строчки. На рис. 4.13 (здесь механизм транспортирования перетерпел изменения так же, как у машины 224 кл.) приведена кинематическая схема модернизированного механизма транспортирования и ориентации деталей.
Механизм состоит из: ведущего вала, зубчатой ременной передачи 1, 3, регулятора шага стежка 2, ведущего вала 4, зубчатой пары 5, челночного вала 6, втулки 7, винтов крепления 8, 9, системы коромысел 10, рычага 11, втулки-ограничителя 13, оси 14, рычагов 15, эксцентриков 16, основной рейки 17, дополнительной рейки 18, основной рамы 19, дополнительной рамы 20, шатуна 21, рычага 22, ограничительной планки 23, установленной винтом на валу горизонтального отклонения реек, штыря 24, установленного винтом на конце рычага 22, пружины 25, с одной стороны соединенной со штырем 24, с другой стороны с валом горизонтального отклонения 12, винтом 26.
Горизонтально отклоняющийся вал через систему рычагов соединен с эксцентриком 16, валом 4. Механизм работает следующим образом. От главного вала через зубчатую ременную передачу и шкивы 1, 3 ведущий вал 4 получает вращательное движение. Эксцентрик 16, установленный на валу 4, через систему рычагов передает касательное перемещение на вал 12. Рейка 17 получает горизонтальное перемещение, а дополнительная рейка 18, в это время получает также горизонтальное движение, но через пружину 25, с помощью штыря 24, рычага 22, шатуна 21, дополнительной рамы 20. Это движение по направлению выполнения строчки (вдоль стежка) может отличаться по величине и скорости. Последние зависят от контура сшиваемых деталей. Как указано на рис. 75, дополнительная рейка 18 опережает основную 17, если контур детали имеет «вогнутый» контур, т.е. знак кривизны «–d», и отстает, если знак кривизны «+d». Дополнительная рейка 18 имеет средство регулировки давления края детали на ограничительный упор. Это достигается регулировкой сжатия пружины 25 винтом 26. Дополнительная рейка 18 приводится в исходное положение с помощью планки 23 при обратном ходе рейки 17 посредством вала 12. Рейки 17 и 18 движения в вертикальном направлении получают от вала 4, эксцентрика 16, шатуна, коромысла и вала горизонтального отклонения, на котором с помощью винта 9 соединены коромысла 10, рама 19. К раме 19, посредством двух закрепленных на ней втулок – направляющих присоединена дополнительная рейка 18, т.е. последняя получает в вертикальном направлении одинаковую с основной рейкой 17 по величине и направлению скорости движения. На рис. 4.14 приведен механизм ориентации ФТОУ-2.2. В результате модернизации базовой машины 224 кл. процесс ориентации и перемещения деталей относительно рабочих органов швейной машины может выполняться без участия оператора, т.е. автоматически. Данный способ сборки деталей взят за основу при создании выше описанной машины, а также машин 597, 330, 430, 550, 232 кл, промышленное использование которых показало, что кроме роста производительности труда, улучшения условий работы, обеспечивается экономия материалов за счет уменьшения припусков при их вырубке и раскрое заготовок изделия. Также обеспечивается уменьшение припуска на накладку, точное прокладывание строчек по краю деталей, причем последнее не зависит от квалификации оператора.

Рис. 4.14. Общий вид механизма для ориентации ФТОУ-2.2
Машина внедрена на предприятиях ЛП стран СНГ. Специалисты этих предприятий отмечают безотказность работы машины и технологическую гибкость, простоту, дешевизну реконструкции базовых машин и настройки для автоматизации операции при переходе на новую модель, фасон, вид, размер изделий.