
Научная электронная библиотека
Монографии, изданные в издательстве Российской Академии Естествознания
1.1. Основы ликвационного рафинирования и обзор работ по фильтрации олова
После восстановительной плавки в зависимости от сортности концентратов получают черновое олово содержащее примеси (вес %): 0,1–2 железа; 0,1–3 мышьяка; 0,1–0,4 меди; 0,03–0,12 сурьмы; 0,15–6 свинца; 0,1–0,6 серы; 0,05–0,1 висмута; 0,01–0,02 индия. Железо и мышьяк образуют с оловом интерметаллические соединения FеSn, FеSn2, SnАs, Sn2As3 которые имеют ограниченную растворимость в олове и при температурах рафинирования 250–450 °С выделяются в кристаллы различной крупности.
Различие плотности соединений примесей и жидкого олова является основой ликвационного рафинирования, т. е. разделения по удельным весам. Однако, ликвация зависит не только от различия удельных весов, но и от взаимной растворимости, образования соединений, температуры плавления этих соединений, от изменения вязкости расплава и поверхностного натяжения расплава на границе твердых фаз. Черновое олово подвергали рафинированию от твердых интерметаллических соединений примесей путем последовательного вмешивания при соответствующих температурных режимах таких реагентов, как уголь, сера, алюминий, хлористый аммоний, хлористое олово. Кристаллы примесей вручную удаляли с поверхности металла в виде съемов, содержащих 60–85 % Sn. Операция сопровождалась интенсивным выделением хлористого аммония, который усугублял антисанитарные условия на рабочем месте и снижал эффективность работы пылеулавливающих устройств. Ликвационные процессы имеют высокую трудоемкость операций отделения съемов и высокий выход олова в съемы. Поэтому исследователи неоднократно возвращались к процессу отделения жидкого металла от твердых примесей фильтрованием.
В ранних источниках [1] упоминается, что на заводе «Трейл» (Канада) черновое олово, содержащее до 0,4 % железа, направляют на фильтр, состоящий из колоколообразной обогреваемой камеры с перфорированным днищем, покрытым асбестовым фильтром. Под давлением сжатого воздуха олово, залитое в обогреваемую до 425 °С камеру, продавливают через асбестовый фильтр, уложенный на перфорированное днище. Отфильтрованное олово содержит 0,006 % железа. Осадок на фильтре содержит 80 % олова и 9,5 % железа.
Мурач Н.Н. [2] изучал фильтрование олова под вакуумом в лабораторных и полузаводских условиях. Исследовал различные фильтрующие материалы: асбест, стекловата, пористый графит. Определил, что определяющим фактором является температура фильтрации.
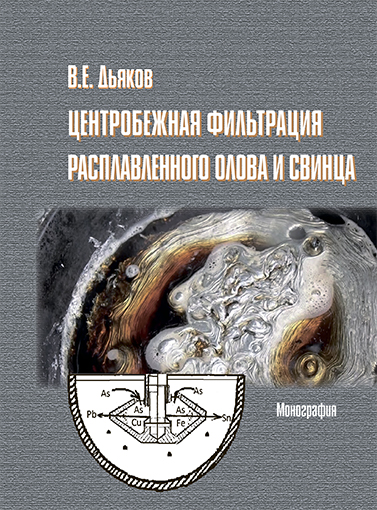
На полупромышленной установке (рис. 1.1) исследовал отделение олова от железа фильтрованием под вакуумом 2–5 МПа через пористую графитовую пластину.
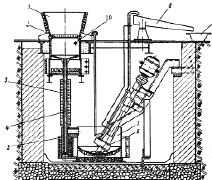
Рис. 1.1. Установка вакуумной фильтрации Мурач Н.Н. Основные узлы: 2 – графитовый фильтр; 4 – барометрическая труба; 6 – насос; 10 – вакуумпровод
Производительность фильтра 1 т/см2∙мин). Олово после фильтрования содержало 0,03 % железа и выход фильтрата был низким.
Особым направлением развития процесса фильтрования основано на использовании центробежных сил. Для рафинирования олова от железа и мышьяка разработан способ [3] фильтрации расплава продавливанием через слой инертного материала под действием центробежных сил.
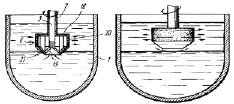
Для испытания способа разработана и испытана опытная модель лабораторной центрифуги для разделения суспензии [4]. В центрифугу (рис. 1.2) заливают суспензию в приемную воронку 26 и отверстия 27, 28. Жидкое олово под действием центробежных сил продавливается через щелевой канал 16 между диском 10 и ротором 2 в кольцевой приемник 23. Осадок шнеком 3 транспортируется в окно 5.
а б
Рис. 1.2. Центрифуга заливная для фильтрации олова. Основные узлы: 2 – ротор в виде конусного цилиндра; 3 – шнек; 5 – окна разгрузки; 10 – диск; 16 – щелевой канал; 23 – кольцевой приемник слива олова
Гораздо большей фильтрующей поверхностью обладало устройство описанное в источнике [5]. Центробежное фильтрование осуществлялось во вращающемся цилиндре с перфорированными стенками. Перед запуском в ротор аппарата засыпали песок. В качестве фильтра испытали слой песка, гранулированного шлака, коксика, керамической крошки или асбестовую ткань. Черновое олово при температуре 400 °С заливали также в ротор. Съемы выбрасывались толкателем, приводимым в движение гидроцилиндром. В одном из вариантов олово фильтровалось через периферические отверстия в роторе диаметром 762 мм. Ротор обогревали газовыми горелками. Олово в ротор подавали сверху по центральной трубе.
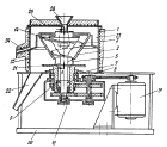
В аппарате фирмы «Клекнер Гумбольд» [6] металл также заливали в корзину ротора по центральной трубе. Корзина ротора футерована хромированным листом. Отфильтрованный от железа металл выбрасывался при температуре 260 °С через кольцевые отверстия. Ротор обогревали газовыми горелками (рис. 1.3).
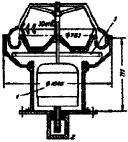
Рис. 1.3. Центрифуга для фильтрования металла (заливная): 1 – ротор; 2 – эластичный подшипник; 3 – кольцо для нагрева газом
Центрифуги для отделения олова фильтрованием использовали на заводе «Пелтим» (Индонезия). Центробежное фильтрование осуществляется во вращающемся цилиндре с перфорированными стенками. Черновое олово при температуре 400 °С заливали также в ротор. Твердый дросс FeSn выделяется и высушивается центрифугой, а отфильтрованный металл охлаждался вплоть до температуры точки плавления. Кристаллы FeSn2 оседают, а оставшаяся жидкость откачивается в большой котел. При температуре на несколько градусов выше точки плавления, черновое олово с заполнененого котла откачивается во второй большой котел, а остаток в первом котле замораживается на стальную болванку и транспортируется в небольшой котел для заливки в центрифугу. При использовании такой системы дросс с содержанием 23–25 % Fe, движется навстречу печному металлу. Отрафинированное олово содержит 0,005 %Fe.
Известна центрифуга Bergsoe [7] с фильтром-корзиной погружаемой в расплавленное олово, которую позже более подробно описана в работе Muller и Pascher [6]. Центрифуга Bergsoe (рис. 1.4) с радиусом 30 см, вращающаяся с максимальной скоростью 650 об/мин в котле диаметром 1,9 метра.
Центрифуга рафинирует 15–20 тонн за 8 часов. Дросс с содержанием 20 % Fе получается из 15 тонн печного металла с содержанием 2,7 % Fe, или из 20 тонн при исходном содержании в 2 % Fe. Недостатками конструкций центрифуг заливного типа являются трудное термостатирование вращающегося фильтра и исходного расплава, необходимость равномерной заливки неоднородного чернового олова. Кроме того, в описанных центрифугах имеет место неравномерное качество полученного готового продукта. В начале фильтрования пока фильтр не забит твердым осадком мелкие частицы примесей проскакивают через щели фильтра и переходят в готовый продукт. По мере забивания щелей чистота готового продукта повышается. Для получения чистого олова необходимо пропустить его через центрифугу несколько раз, причем каждый раз при более низкой температуре [8], что снижает производительность оборудования.
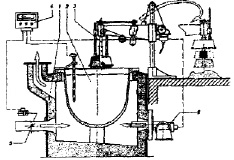
Рис. 4.1. Установка Bergsoe фильтрования олова погружным с фильтром: 1 – корпус печи обогреваемый газом; 2 – котел для олова; 3 – ротор центрифуги с цилиндрическим фильтром; 4 – пульт контроля; 5 – регулятор поддува топки; 6 – форсунка
Указанные недостатки устраняются при использовании погружаемого фильтра (рис. 1.5) [9].
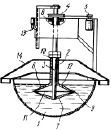
Рис. 1.5. Центрифуга лабораторная с погружаемым фильтром: Узлы: 6 – фильтр; 7, 9 – тарели; 11 – щель; 12 – окно забора
Фильтр для центрифуги погружного типа был выполнен в виде двух конусообразных тарелей, обращенных одна к другой и сжатых торцами больших оснований, зазор между которыми образует фильтрующую щель.
Одна из тарелей имеет отверстия, расположенные у вершины конуса, которые служат для втягивания расплава в полость фильтра. Размер фильтрующей щели регулируется при необходимости. Ротор с фильтром соединен с механизмами вращения и возвратно-поступательного перемещения вдоль продольной оси и механизмом раскрывания тарелей. Фильтр погружают в расплавленное олово и приводят во вращение. В полость фильтра втягивается расплавленное олово. Жидкий металл продавливается через фильтрующие щели и возвращается в ванну с металлом, а твердые примеси накапливаются в полости фильтра. По мере накопления твердого осадка в полости фильтра его поднимают над расплавом и отфильтровывают от остатков жидкого металла. Способ позволяет вести фильтрование расплавленного металла с постепенным его охлаждением вплоть до температуры, на 5–15 °С превышающей точку замерзания.
Лабораторная центрифуга состоит из ванны 1 с расплавом, над которой установлен ротор 2, вал которого соединен через привод 4. К нижней части ротора 2 жестко прикреплен фильтр 6, погружаемый в расплав. Фильтр 6 состоит из двух конусообразных тарелей 7, 9, обращенных одна к другой основаниями. Нижняя тарель 7 жестко насажена на вал 3, размещенный в обойме шарикового подшипника 8 с помощью скользящей шпонки. Верхняя тарель 9 жестко соединена с нижней частью ротора 2, но может перемещаться по валу 3 и стопориться в заданном положении с помощью механизма 10. Зазор между тарелями 7, 9 образуют фильтрующую щель 11, величина которой регулируется механизмом 10. На тарелях 7 или 9 в верхней части конуса имеются отверстия 12 для забора расплава. Ротор с фильтром 6 соединен механизмом 13 для осуществления возвратно поступательного перемещения вдоль оси [9].
Под действием центробежных сил жидкий расплав выбрасывается из фильтра 6 через через фильтр у щели 11 собирается масса твердых примесей, которые в свою очередь, служат фильтром для более мелких частиц. После заполнения внутренней полости фильтра 6 твердыми примесями, фильтр 6 с ротором 2, не прекращая их вращения, поднимают с помощью подъемного механизма 13 выше уровня расплава, где под действием центробежных сил твердые примеси отфильтровываются от остатков жидкого расплава. Затем фильтр 6 поднимают к бункеру 14, с помощью механизма 10 тарели 7, 9 разводятся на 3–10 см и под действием центробежных сил твердые примеси выбрасываются в бункер 14. После этого тарели 7, 9 сводят и опускают в расплав. Цикл повторяется до тех пор пока не будет достигнута необходимая степень очистки расплава.
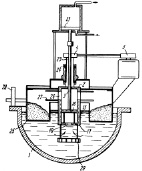
Рис. 1.6. Полупромышленная центрифуга с цилиндрическим фильтром. Основные узлы: 15 – цилиндр; 17 – диск; 19 – отверстия всасывания расплава; 26 – разгрузочные окна
Полупромышленная центрифуга (рис. 1.6) [10] снабжена фильтром 6 на валу 3, на котором жестко насажены диски 16, 17 и соединены с поршнем 13 для вертикального возвратно поступательного перемещения. Зазоры между дисками 16 и 17 и стенкой цилиндра 15 фильтр 6 образующие щели 18 для слива чистого металла. Для забора расплава в фильтр в диске 17 выполнено отверстие 19 [10].
По мере вращения фильтра 6 расплав засасывается в отверстие 19 и под действием центробежных сил проходят через фильтрующую щель 18, образованную зазорами между дисками 16, 17 и внутренней стенкой цилиндра 15. При накоплении твердых примесей в фильтре, диски 16 и 17 с помощью поршня 13 совершают возвратно поступательное перемещение по 2–3 см для очистки фильтрующих щелей 18. После накопления в фильтре достаточного количества твердых примесей, поршнем 13 диски 16, 17 не прекращая их вращения, поднимают вверх до уровня разгрузочных окон 26, через которые под действием центробежных сил твердые примеси выбрасываются в радиальных направлениях по направляющих дискам 27 на поддон 25.
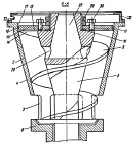
По другому варианту [11] с целью увеличения производительности фильтрации стенки цилиндрического ротора выполнены сплошными, а диски поршня расположены с образованием кольцевого зазора между наружной кромкой их и внутренней поверхностью ротора. В такой центрифуге (рис. 1.7) фильтр 6 и состоит из полого цилиндра 15, жестко соединенного с ротором 2. Внутри цилиндра 15 установлен верхний и нижний диски 16, 17 жестко соединенные с ротором 2 [11].
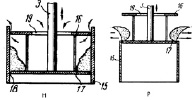
Рис. 1.7. Дисковый фильтр центрифуги. Узлы: 3 – вал; 15 – цилиндр; 16, 17 – диски; 18 – фильтрующая щель; 19 – отверстие забора
Внутри цилиндра 15 установлены верхний и нижний диски 16, 17, жестко насаженные на вал 3. Зазоры между дисками 16, 17 и стенкой цилиндра образуют фильтрующие щели 18. В одном из диском выполнено отверстие 19 для забора расплава. С целью повышения выхода готового продукта фильтрацию металла ведут с понижением температуры металла и осуществляют в слое покровного флюса с забором жидкого металла из под флюсового поверхностного слоя и выбросом его после фильтрации в слой флюса [12]. Фильтр (рис. 1.8) выполнен в виде перфорированного барабана 30, внутри которого находится скребок 31, жестко соединенный с диском 16, насаженный на ротор 2. Скребок 31 предназначен для очистки фильтра 6 от осевших твердых примесей [12].
а б
Рис. 1.8. Фильтр барабанный для способа фильтрации. Узлы: 2 – ротор; 6 – фильтр; 16 – диск; 30 – барабан; 31 – скребок
Испытания и доработка лабораторных, укрупненных конструкций центрифуг с погружаемым фильтром силами Института гидродинамики СО РАН, СКБ ГИТ СО РАН, машиностроительного завода «Труд» и Новосибирского оловозавода привели к выпуску промышленного центробежного аппарата ПАФВС-650 (рис. 1.9).

Рис. 1.9. Центрифуга ПАФВС-650в цехе
Первое описание применения этой центрифуги приведено в работе [13].
Результаты промышленных испытаний рафинирования этой центрифугой (рис. 1.10) приведены в работах [14 и 15]. В монографии [16] наряду с описанием погружной центрифуги Bergsoe дается краткое описание русской конструкции ПАФВС-650. Исследование центробежной фильтрации олова от железа и мышьяка погружаемым фильтром проводили на лабораторных центрифугах (рис. 1.5 и 1.11).
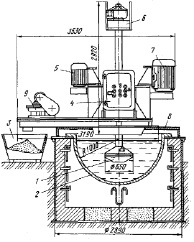
Рис. 1.10. Схема центрифуги ПАФВС-650. Основные узлы: 1 – ротор с фильтром; 2 – рафинировочный котел; 3 – кюбель для кристаллов; 4 – пульт управления; 5 – двигатель для отжила; 6 – механизм подъема; 7 – двигатель вращения фильтра; 8 – бортовой отсос; 9 – привод транспортера фильтростатков
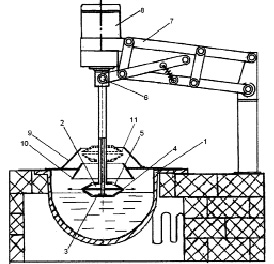
Рис. 1.11. Лабораторная центрифуга ЦП 100: 1 – котел; 2 – верхняя тарель; 3 – нижняя тарель; 4 – фильтрующая щель; 5 – заборные окна; 6 – стопор раскрытия тарелей и разгрузки осадка из фильтра; 7 – механизм подъема фильтра; 8 – двигатель вращения фильтра; 9 – съемный конус сбора дроссов; 10 – съемный конус сбора брызг из фильтра; 11 – уровень подъема фильтра для раскрытия тарелей и разгрузки осадка
Фильтр центрифуги (рис. 1.11) [17] в виде двух конических тарелей диаметром 100 мм, обращенных друг к другу основаниями с зазором 0,1–0,2 мм и с образованием полости для накопления осадка. Фильтр погружался в олово, расплавленное в котле емкостью 10 л. Фильтр в расплаве приводился во вращение двигателем постоянного тока в течение 1–5 мин со скоростью 300 об/мин. Периодически фильтр с кристаллами съемов поднимали над поверхностью расплава и увеличили скорость его вращения до 1500 об/мин на 20–30 с. Происходила очистка осадка от жидкого металла. После этого останавливали вращение фильтра и верхнюю тарель освобождали и удаляли из полости фильтра съемы для взвешивания и анализа. При необходимости периодически отбирались пробы металла брызг из фильтра и металла из ванны котла. Цикл повторяли до полного удаления твердой фазы в расплаве, что определялось визуально по отсутствию осадка в тарелях. Пробы анализировалась на атомно-эмиссионном спектрометре с индуктивно связанной плазмой IRIS Intrepid компании INTERTECH Corporation.
Для определения влияния предварительного нагрева металла на выход съемов отливались образцы исходного металла весом 700 г и загружались в полость между тарелями. Тарели нагревались до температуры 300–550 °С, затем охлаждалась в течение 2 часов до температуры 300 °С и проводилась фильтрация [18]. Некоторые образцы пористых кристаллов съемов из фильтра исследованы на фазовые формы мессбауэровской спектроскопией [19]. Образцы пористых кристаллов съемов из фильтра с разным содержанием олова исследованы [20] на удельную поверхность методом адсорбции аргона в институте катализа СО РАН.